Client Writeups
Film Technologies, INC.
SID-TEC designs an accurate speed
over tension range control system with
advanced unwinding and rewinding controls…
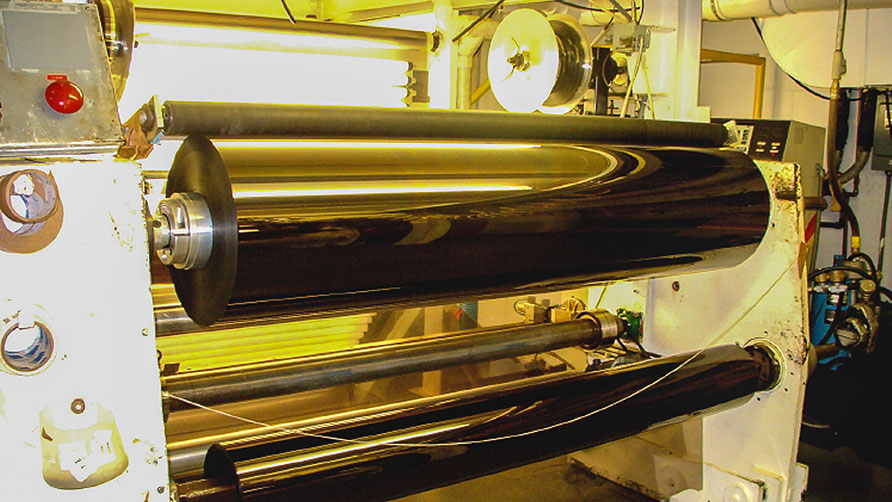
ABOVE: A machine used in the process of creating window tint film. A lack of reliable control over the tensioning of the film throughout the manufacturing process was causing a series of problems, making production runs troublesome and inconsistent. As can be seen, the roll being wound has a smooth, straight vertical edge and a wrinkle-free surface which are the key indications of correct winding tensions
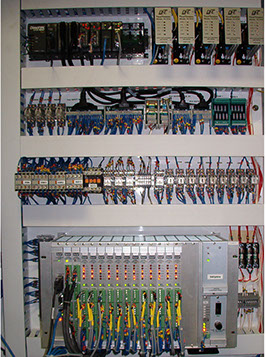
Control equipment showing the PLC, Load Cell Amplifiers, control relays and the main SAFphire Machine control processor unit used to control the film processing equipment.
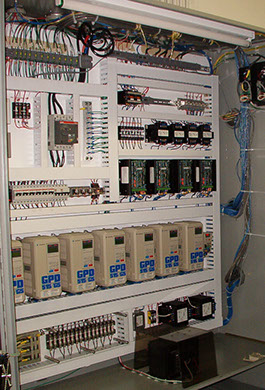
The 7 AC Closed Loop Flux Vector Drives with the common bus, at that time this was the most advanced motor control system available. There is no waste of energy and is the most cost effective production system available.
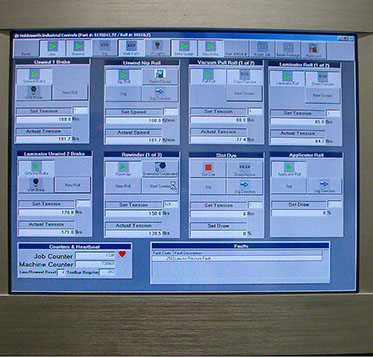
All in one Touch Screen PC used with custom software to control and create data capture of the exact parameter settings used to create a product, and store as a recipe for later recreation of an identical product.
PROJECT CHALLENGES
1. Controlling and maintaining film tension throughout the manufacturing process.
2. Maintaining control over winding and unwinding speeds and smooth constant tension of the rolls.
Production of window tint film
The company had a window tint film coating manufacturing line machine, which applied the tint ink and adhesive onto the film. This was run through an oven and then a backing was attached to the film and rewound into a roll ready to be sent to the converting section of the plant.
Problems encountered:
1. Fluctuating and erratic tensions of the film product throughout the manufacturing process.
2. Color shading problems caused by an uneven application of color across the sheet and an even tension and speed through the coating section of the machine.
3. Further tension problems where the backing was applied. If the tension ratio between the backing and the film were not correct, the film would curl in the wrong direction making application of the film impossible for the installers.
Installed equipment could not do the job required
The machine was fitted with Dover Flexo load cells and amplifiers which had some built-in PID (Proportional, Derivative and Integral gain amplifiers) loop controller amplifiers for correcting and maintaining tension based upon a desired set point of the tension required by the operator. This type of equipment does not have the full capabilities needed to produce a stable and accurate speed over tension control for this type of machine application, so a tension transient would start at one end of the machine and move down the film to the end of the machine and an echo would move from the back of the machine to the front repeatedly.
SID-TEC experience and technical knowledge allows a series of solutions
The head of engineering at SID-TEC has had many years of hands on experience with speed and tension controls of process equipment and is well versed with the use of Load Cells and other forms of product and machine tension control equipment and their application.
The unwinding and rewinding of the film was also a problem to control and keep a smooth, even tension of the film during the coating operation without the correct equipment to do the job. While a load cell and amplifier can be used to measure the tension of the film, a simple PID loop amplifier is not capable of producing a smooth winding capability. The roll diameter is constantly changing, getting larger when rewinding and getting smaller when unwinding. Greater correction is needed when the rolls are small, and much smaller correction is needed when the rolls are large. This is caused by the rotation of the roll from the center. For example, when the roll is 10 inches in diameter, 31 inches of product is taken up for every rotation, but when a 60-inch diameter roll rotates one revolution, 188 inches of product is taken up. This means that a 6 times bigger correction signal is needed when the roll is small than is needed when the roll is large.
For the control of this machine, the engineers at SID-TEC decided to use a machine control processor system called a SAFphire, which is a multiple tension and motor speed controller to perform all of the speed and tension functions of the machine. This unit has all of the functionality and components to accurately control unwinding and rewinding as well as between section speed and tension controls.
Every motor was fitted with a 1000 PPR (Pulses Per Revolution) encoder to measure the rotational speed of each motor shaft. This was then calibrated into the product speed. The load cell signals were also brought into the SAFphire and calibrated. This set all the signals and corresponding information into a common working platform for precise control. This is called a per unit calibration.
Flux vector duty motors and closed loop flux vector AC drives were used which could provide a 1000 to 1 speed over tension range. All the drives were connected into a common power bus so that any regenerative energy was caught. This energy was then used by any drive needing to use the energy for powering the motor it was controlling.
The SAFphire was then programmed to know the exact speed of each motor. The SAFphire has a forward looking feature which eliminates any and all tension transients at their source without causing them to be passed forward or backward throughout the machine.
An all in one Touch Screen PC was used with custom software to control and create data capture of the exact parameter settings used to create a product and store this as a recipe for later recreation of an identical product.
Full control over the manufacturing process established
The winding and unwinding are now smooth, even tensioned and accurate from beginning to end of the rolls. The entire process is accurate and stable from low to high speed and during speed changes.